

Обогреватели колен
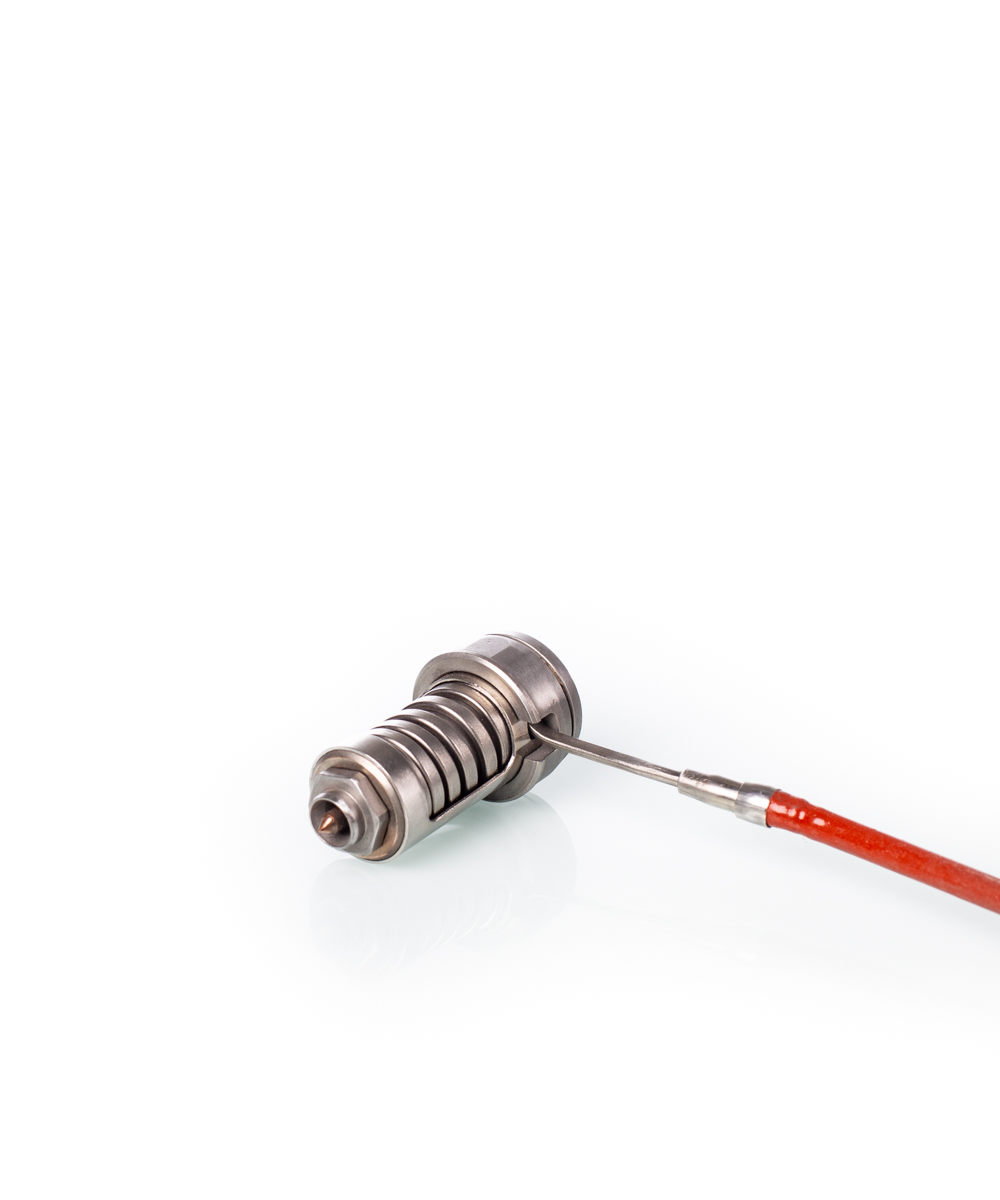
Кольцевые нагреватели предназначены для нагревательных элементов цилиндрического сечения — особенно там, где из-за ограниченного пространства или необычной геометрии невозможно установить стандартные ленточные нагреватели.
Чаще всего они используются для нагрева рукавов, цилиндров экструдера, форсунок или труб в оборудовании для переработки пластмасс.
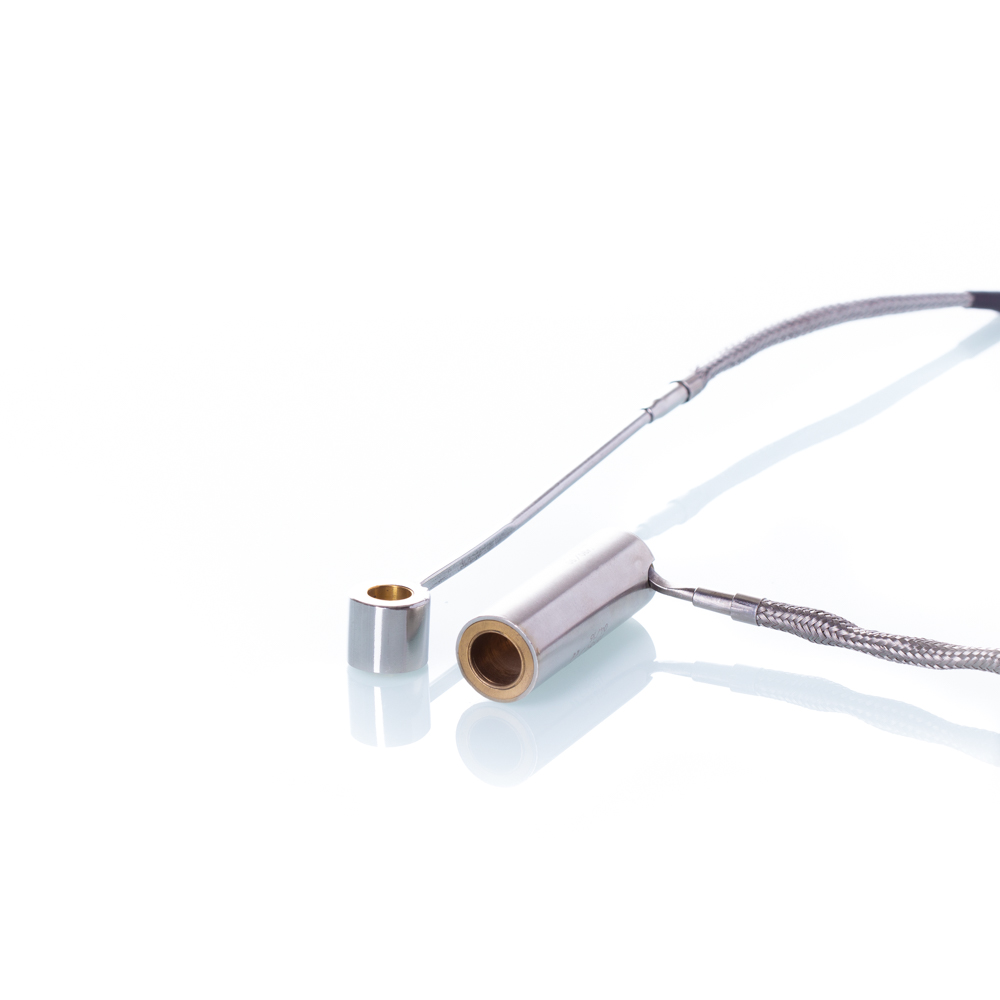
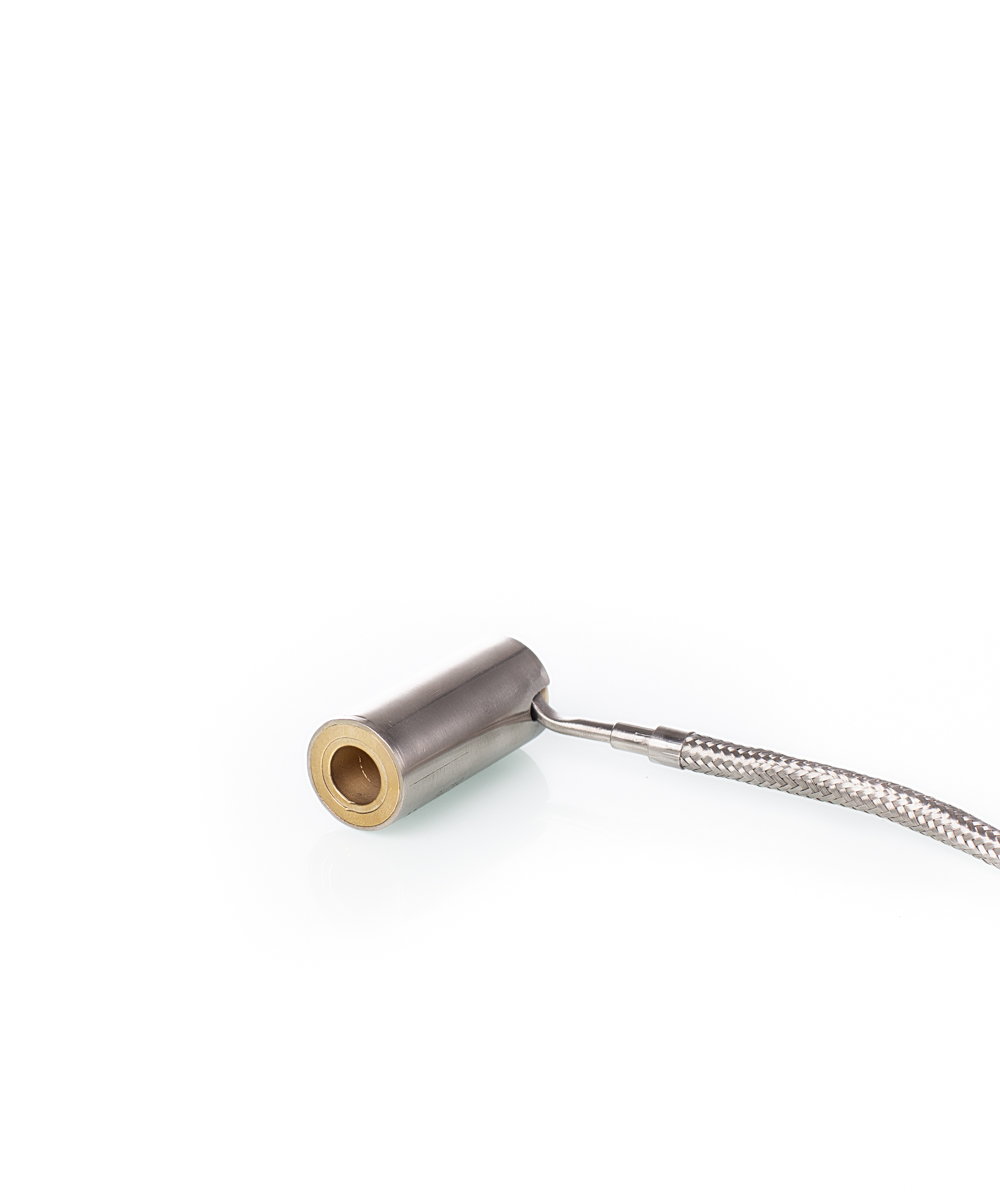
Их компактная конструкция с крышкой из латуни или нержавеющей стали защищает нагревательный элемент от ударов и деформации во время установки и эксплуатации машины. Благодаря этому кольцевые нагреватели сохраняют долгий срок службы даже при частой замене или эксплуатации в суровых промышленных условиях.
Точная регулировка внутреннего диаметра к конкретному элементу обеспечивается полный контакт с поверхностью, что позволяет быстро передавать тепло без потерь и снижает потребление энергии.
Равномерное распределение температуры по контуру сводит к минимуму риск перегрева одной точки и обеспечивает стабильные условия работы нагреваемого компонента.
Основные технические параметры
Поперечное сечение нагревателя:
- Материал крышки: AISI 304, AISI 321,
- Материал сердечника: AISI 304, AISI 321, латунь
Отрасли
спецификации
- Индустрия пластмасс — нагрев цилиндров экструдера, сопел инжекционных машин, термоформовочных головок, труб, транспортирующих гранулы
- Пищевая промышленность — нагрев цилиндров в упаковочных машинах, нагрев форсунок для дозирования пищевых жидкостей, нагрев компонентов упаковочных машин
- Химическая промышленность — нагрев технологических резервуаров, трубопроводов, головок химических экструдеров, нагрев форсунок для дозирования вязких или жидких веществ
- Фармакология/Фармацевтическая промышленность — нагрев цилиндров в дозирующем оборудовании, нагрев трубок и форсунок, стабилизация температуры в линиях по производству лекарств
- Литейная промышленность — нагрев гильз и литьевых форм для легких металлов, нагрев труб, транспортирующих жидкий металл
- Автомобильная промышленность — нагрев формовочных элементов пластмассовых деталей, нагрев каналов для клеев и герметиков, нагрев разъемов для вулканизации резиновых элементов
- Упаковочная промышленность — нагрев сварочных губок, нагрев гильз и цилиндров в пленочных машинах, нагрев элементов в этикетировочных машинах
- Обувная промышленность — нагрев форм для формования подошв, нагрев линий для клеев, нагревательных элементов в трубоформовочных машинах
- Деревообрабатывающая промышленность — нагрев гильз и компонентов пресса, нагрев клеевых роликов, нагрев проволоки термоплавкими клеями
- Аэрокосмическая — нагрев композитных форм, элементов для склеивания конструкций, нагрев проводов смолами
- Промышленная автоматизация — нагрев дозирующих головок в производственных системах, стабилизация температуры элементов машин, нагрев прецизионных механизмов
- Строительство — нагрев труб для битумных мастик, элементов склеивающего оборудования, нагрев форм для сборных конструкций
- Медицинская и лабораторная техника — нагрев головок раздаточного оборудования, нагрев гильз в машинах для формования медицинских компонентов, нагрев труб и соединений в испытательных аппаратах
- Текстильная промышленность — нагрев рулонов и роликов для ламинирования, нагревательных элементов термотрансферных печатных машин
- Резиновая промышленность — нагрев вулканизационных гильз, шлангов для транспортировки резиновой массы, формовочных элементов для прокладок
- Стекольная промышленность — нагрев гильз в стеклоформовочных машинах, нагрев проводников стеклянной массой
- Отрасль переработки отходов — обогрев транспортных магистралей в линиях по переработке пластмасс, нагрев цилиндров в регрануляторах
- Гальваническая промышленность — нагрев гильз и проводов в гальванических системах, нагрев химических дозирующих элементов
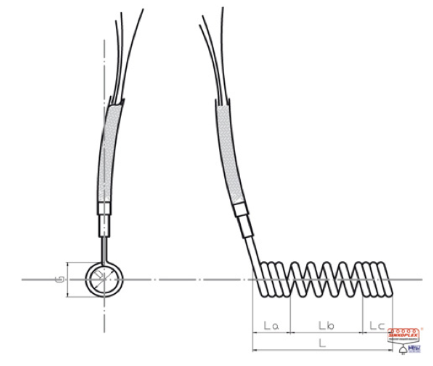
- В змеевиковых обогревателях можно использовать датчик температуры:
- Термопара типа J (до 650°C) *
- Термопара типа K (до 1000 °C) *
- Указанная температура относится к максимальной рабочей температуре датчика, а не нагревателя
Promieniowe:

Styczne:

Osiowe:

Przewody w koszulce z włókna szklanego

Przewody w oplocie stalowym
Przewody w peszlu
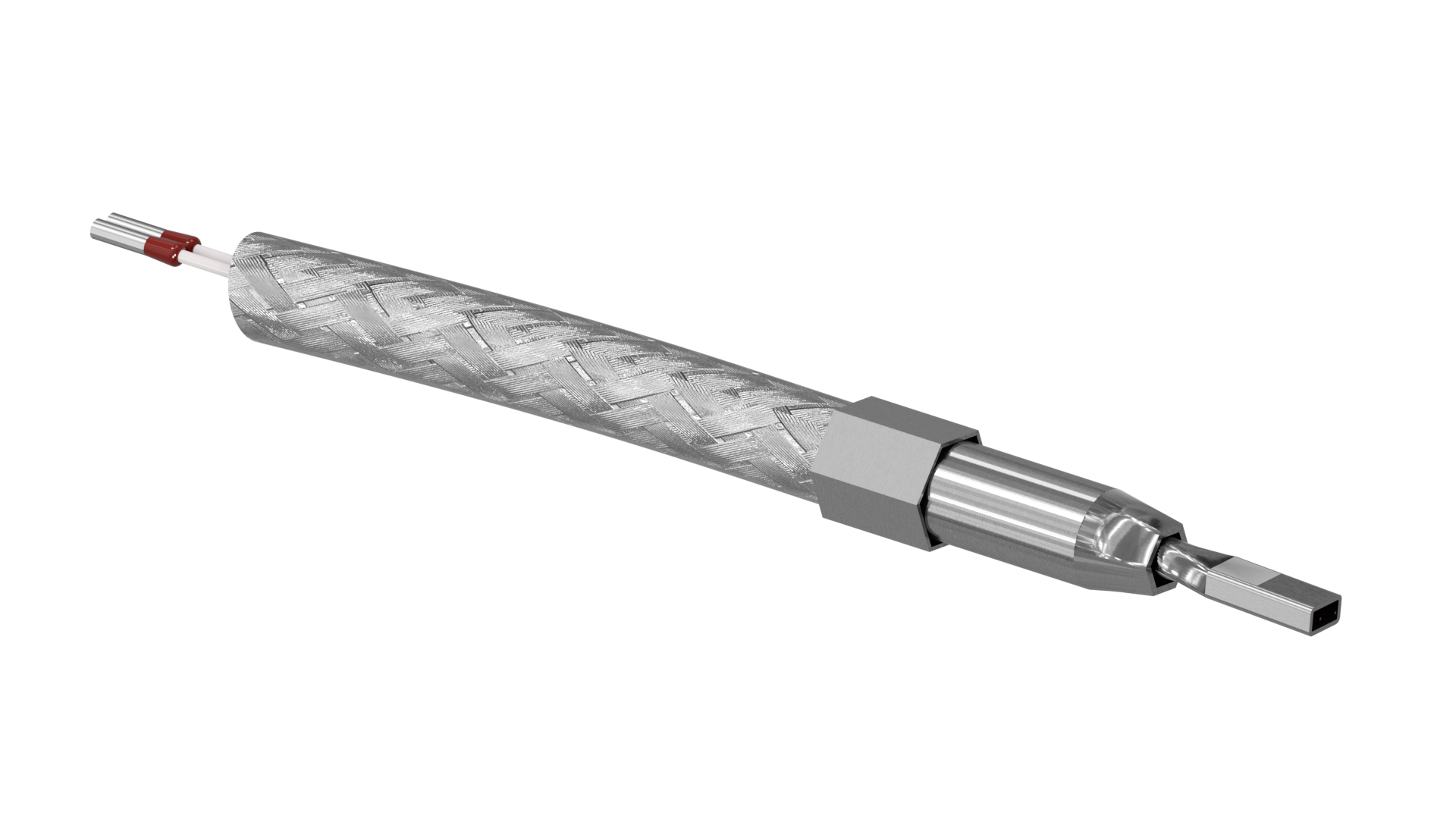
Можно изготовить нагреватели с неравномерным распределением оборотов, чтобы получить желаемое распределение тепловой мощности.
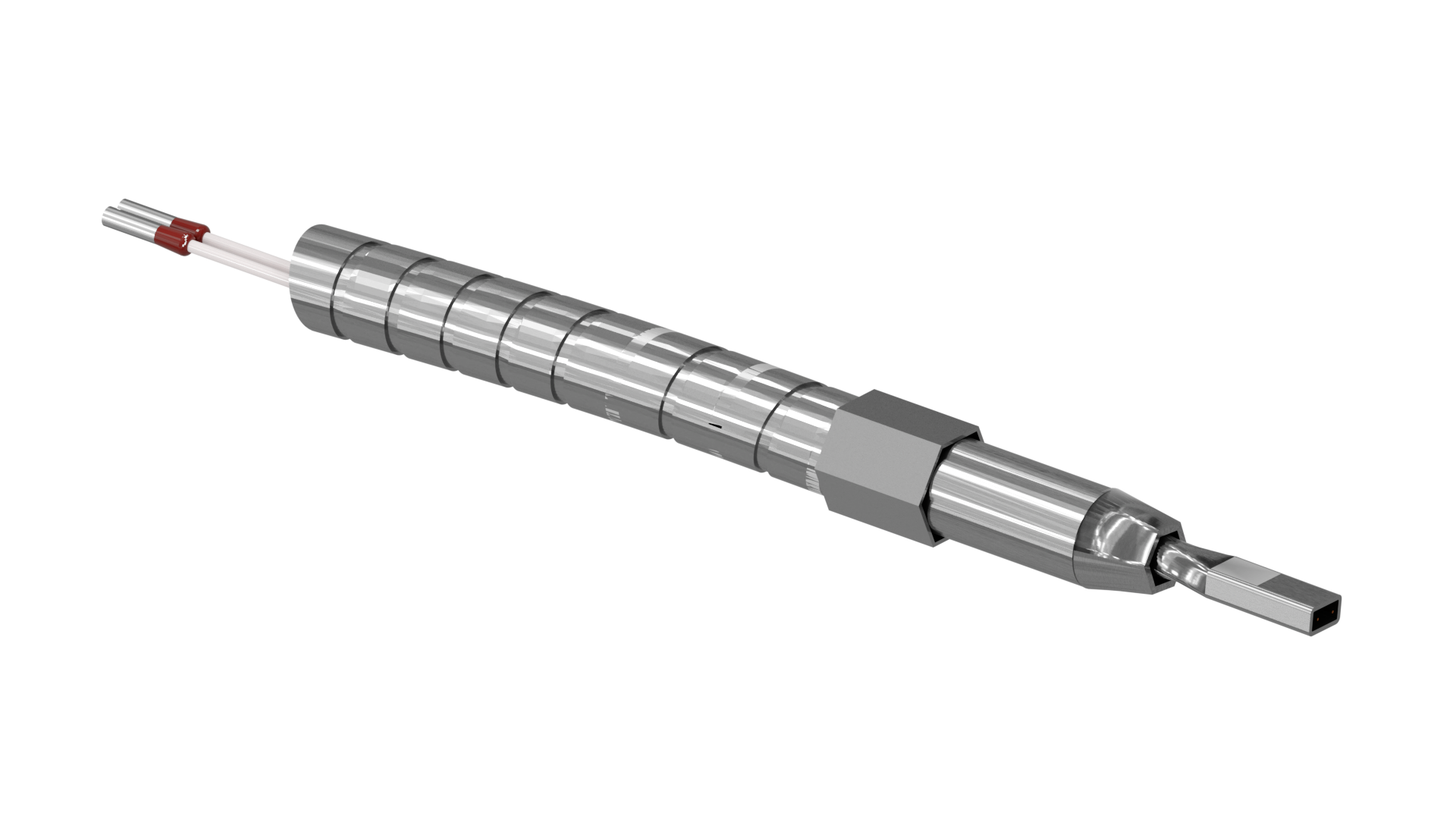
Визуализация конструкции отопителя